











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
El agotamiento gradual de los combustibles fósiles, sumado a la creciente tendencia de consumo de energía en el mundo, crea una necesidad urgente de encontrar combustibles alternativos viables y amigables al ambiente que puedan sustituir a los derivados del petróleo (Kumaravel et al., 2016).
Por otro lado, el notable incremento en el número de vehículos a nivel mundial, las cubiertas en desuso que los mismos pueden generan, elementos ideales para servir de criaderos de insectos y la falta de mecanismos tanto técnicos como económicos para su disposición, hacen que los neumáticos en desuso sean considerados un problema de polución grave, ya que su quema contamina el aire y causa un daño excesivo para la salud humana, siendo las principales emisiones de contaminantes los hidrocarburos poliaromáticos (PAH), benceno, estireno, butadieno y sustancias de fenol (Aydın & Ilkılıç, 2012); mientras que su entierro contamina la capa freática por varias décadas.
Se han investigado diversas formas de recuperar energía a partir de materiales de desecho, incluyendo materiales no biodegradables, residuos sólidos municipales, desechos industriales, agrícolas, así como también materiales de alta densidad energética, tales como el caucho y plásticos (Wang et al., 2010), presentando la pirólisis, una ventaja importante desde el punto de vista del reciclaje, ya que permite tratar residuos que de otra forma serían difícilmente reciclables, y obtener productos que se pueden volver a utilizar (Martínez et al., 2013).
Aunque existen varios estudios sobre los mecanismos de degradación térmica de los componentes principales de los neumáticos (Blazsó, 2006), que demuestran el efecto que tienen las condiciones de operación sobre el rendimiento del producto líquido; que altas temperaturas favorecen la formación de gases (Martínez, 2013; Miranda, 2013), que tamaños de partícula menores aumenta la volatilización en detrimento del producto sólido (Dai et al., 2001), ninguno es específico para un residuo real de neumáticos en desuso, ninguno emplea un enfoque factorial que tome en cuenta la posible interacción entre los factores, para el espacio de búsqueda empleado en este experimento.
En este trabajo, el efecto de la temperatura (T), tasa de calentamiento (tc) y tamaño de partícula (TP) en el rendimiento del producto líquido, para la pirólisis convencional, fue estudiado. Inmediatamente después, un modelo matemático apropiado fue estimado. Asimismo, los rendimientos de los diferentes productos: sólidos, líquidos y gaseosos, fueron registrados. Además, el principal enfoque del trabajo fue, para una condición seleccionada, evaluar las características de los productos sólido y líquido obtenidos, para su empleo directo como materiales combustibles.
MATERIALES Y MÉTODO
Los neumáticos triturados fueron provistos por la empresa Nasser Cubiertas S.A.C.I. ubicada en Ciudad del Este, Paraguay. La materia prima fue caracterizada previamente, en los laboratorios del Instituto Nacional de Tecnología y Normalización del Paraguay (INTN), mediante análisis próximo.
Las muestras limpias fueron tamizadas y separadas en fracciones de entre 1 a 3 mm. La pirólisis fue realizada a presión atmosférica, en un sistema reactor-condensador de construcción local. Cada muestra, con un peso inicial de 40 ( 0,5 g fue dispuesta en un reactor de lecho fijo, tubular de 15 cm de longitud y 3,54 cm de diámetro interno, cuyos extremos fueron sellados mediante telas metálicas para soportar el lecho. Se utilizó una corriente de nitrógeno igual a 2 L min-1 como gas de arrastre durante todo el proceso.
El reactor fue calefaccionado en un horno eléctrico. A la salida del reactor, los gases y vapores fueron arrastrados a un intercambiador de tubos concéntricos de acero inoxidable, empleando agua a temperatura ambiente en contracorriente, como fluido refrigerante. A la salida del condensador, la fracción de vapores condensables a temperatura ambiente, fue colectada. Los gases no condensables, tras ser direccionados a un separador líquido-gas, por una conexión lateral al colector, fueron liberados al exterior, a través de una manguera de resina vinílica.
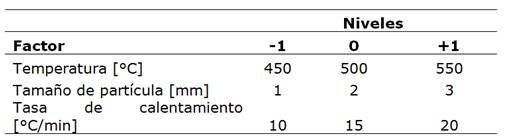
Se utilizó un diseño experimental 23 con corridas en el punto central. Se llevaron a cabo dos réplicas en cada punto factorial y tres en el punto central de modo a comprobar la repetitividad en los puntos factoriales y poder estimar de forma precisa el error experimental y brindar estabilidad al diseño. Las 19 corridas fueron realizadas en orden aleatorio. El software empleado para el análisis estadístico de los datos, fue el Minitab 17(. Los factores y niveles utilizados fueron los presentados en la Tabla 1.
La respuesta medida fue el porcentaje en peso de la muestra original que se pudo recuperar como líquidos, es decir, el rendimiento en líquidos, calculada mediante la Ec. 1.

donde m l es la masa de líquidos producida durante el proceso y m i es la masa inicial de la muestra.
Se realizó el análisis de varianza de los resultados y se ajustaron a una superficie de respuesta de la forma (Ec. 2):

Se evaluaron las propiedades físicas y químicas de los líquidos de pirólisis en las condiciones que arrojaron mejor rendimiento. Los análisis fueron realizados en el INTN (Instituto Nacional de Tecnología, Normalización y Metrología), donde se especifican las normas empleadas para cada determinación. Los parámetros determinados fueron: densidad (ASTM D4052-11), viscosidad (ASTM D445-15), poder calorífico (ASTM D4809-13), punto de inflamación (ASTM D93-15), contenido de azufre (ASTM D4294-10), índice de cetano (CN) (ASTM D4737-10). En el residuo sólido obtenido, se evaluó sólo la fracción que arrojó el mejor rendimiento del proceso, mediante análisis próximo (ABNT-NBR 8112-86) y poder calorífico superior, estimado a través de la fórmula de Goutal.

donde HHV es el poder calorífico superior, C es el contenido de carbono fijo, β es un coeficiente obtenido como función dela materia volátil V.
Los resultados obtenidos fueron comparados con la Resolución del Ministerio de Industria y Comercio del Paraguay, N° 434 para gasoil Tipo I y Tipo III, y la las especificaciones europeas (UNI-EN 590:2010) para combustibles de automóviles Diésel, citado por Frigo et. al, 2014.
RESULTADOS Y DISCUSION
Caracterización de la materia prima
La Tabla 2 presenta los resultados del análisis próximo de los neumáticos en desecho, obtenidos por el Instituto Nacional de Tecnología y Normalización del Paraguay (INTN).

Los valores obtenidos difieren de los encontrados para carbón, pero son similares a los valores reportados para neumáticos en la literatura (Martínez et. al, 2013;Dai et. al, 2001; González et. al, 2001; Roy et. al, 1997, Seneca et al., 1999; ̇Ilkılıc, 2011), excepto el poder calorífico, que es sustancialmente menor a los valores típicos (27 - 40 MJ kg1).
Estudio correlacional y análisis estadístico
En la Tabla 3, se presentan los rendimientos para las distintas condiciones de operación en las distintas corridas.
Se puede observar el mayor rendimiento de 42,7%, para las condiciones de 550 ºC, 20 ºC min-1 y 1 mm, similares a los reportados en (Aydin, 2012). El menor rendimiento de 29,6%, se dio para las condiciones de 450 ºC, 20 ºC min-1 y 3 mm.
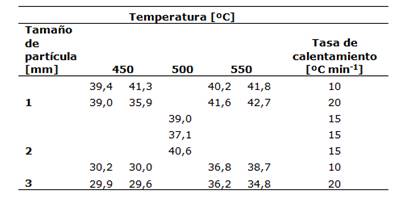
Mayores temperaturas y menores tamaños de partícula parecen favorecer al rendimiento del producto líquido, pero el efecto de la tasa de calentamiento parece ser despreciable.
En la Tabla 4, se presenta el análisis de ANOVA, con un intervalo de confianza del 95%, para detectar los valores no significativos.
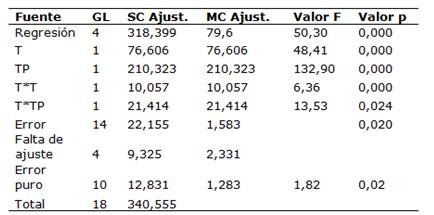
El análisis estadístico, confirma que la tasa de calentamiento no ejerce un efecto significativo sobre el rendimiento de obtención de líquidos, por ello, durante la construcción paso a paso del modelo fueron excluidos los términos de primer y segundo orden del mismo. De igual manera, el término de segundo orden del tamaño de partícula y los términos de interacción de la tasa de calentamiento con la temperatura y con el tamaño de partícula, fueron excluidos, debido a que estos términos no contribuyen significativamente al modelo en la región de estudio.
La regresión presentó un R2 de 94,6%, quedando el modelo de la forma expresada en la Ec. 4.

Gráficas de los efectos principales, de interacción y de contorno, fueron generadas adicionalmente mediante el modelo matemático obtenido. Las mismas permitieron constatar el efecto cuadrático de la temperatura, el efecto lineal del tamaño de partícula, que las curvas de interacción entre la temperatura y el tamaño de partícula no son paralelas, por lo que existe interacción significativa entre estas variables y que existe un máximo para las temperaturas de entre los 500 y 550 °C donde se obtiene un mayor rendimiento para los menores tamaños de partículas.
Caracterización de los productos sólidos y líquidos
El análisis de los productos obtenidos fue realizado por el INTN y se presenta en la Tabla 5, junto con los valores de referencia de la resolución paraguaya 434/2016 del Ministerio de Industria y Comercio para el gasoil y las especificaciones europeas para diésel UNI-EN 590:2010 ).
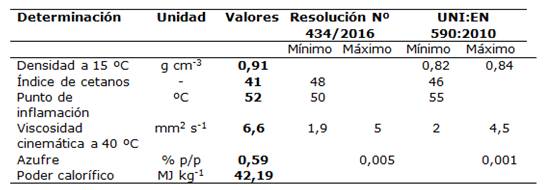
Se aprecia que la densidad es superior al máximo especificado por la norma europea a semejanza de los resultados (> 0,9 g cm-3) obtenidos por Frigo et al., 2014 y Ilkılıc & Aydin, 2011. El índice de cetanos es menor a ambas especificaciones, sin embargo es superior al obtenido por Frigo et al., 2014, lo que indica que las características de la combustión del producto obtenido no serían las más adecuadas para motores diésel modernos. El punto de inflamación es mayor al especificado por la norma paraguaya pero menor al de la norma europea, sin embargo esto no implica riesgos de incendio inadmisibles en su correcto almacenamiento.
La viscosidad cinemática supera a los valores máximos de ambas especificaciones, a diferencia de los resultados (< 3,8 mm2 s-1) de Frigo et al., 2014 y Ilkılıc & Aydin, 2011. La viscosidad es un parámetro importante para los combustibles utilizados en motores diésel, ya que mayores viscosidades empeoran la calidad de aspersión durante la inyección del combustible en el cilindro. El contenido de azufre es el parámetro que más se aleja de las normas, y por mucho. Este resultado es esperado debido al alto contenido de azufre de los neumáticos, sin embargo, es mucho menor a los resultados reportados (> 0,9 % p/p), por Frigo et al., 2014 y Ilkılıc & Aydin, 2011.
Las características del líquido obtenido son similares a las del diésel convencional. Sin embargo, su uso en motores, debe ser evaluado, pues primeramente requiere un proceso de refinamiento, especialmente un proceso de desulfuración para reducir su contenido de azufre.
Podría ser más factible el uso de los líquidos obtenidos como combustible en calderas, en reemplazo del fuel oil, que como reemplazo del diésel en vehículos.
Los resultados del análisis del producto sólido se muestra en la Tabla 6.
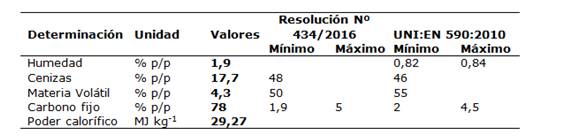
El residuo sólido obtenido es un sólido carbonoso, frágil, que pulveriza fácilmente. El análisis próximo revela que posee un porcentaje muy bajo de materia volátil, similar al 2,7% de la antracita (Donahue & Rais, 2009). El poder calorífico se encuentra dentro del rango (15,7 - 33,4 MJkg-1) citado en la literatura (Martínez, 2013). Su poder calorífico sugiere su empleo como combustible sólido en aplicaciones industriales. Un detalle a tener en cuenta es el alto contenido de cenizas, que es bien sabido, podrían reblandecer a altas temperaturas en los hogares y generar incrustaciones.
Se propone para trabajos futuros, evaluar la utilización del residuo sólido como adsorbente o incluso como catalizador, tras un análisis previo que confirme sus características de porosidad y área superficial.
CONCLUSIONES
En las condiciones de estudio, mayores temperaturas y menores tamaños de partícula favorecieron al rendimiento del producto líquido. Sin embargo, la tasa de calentamiento no tuvo un efecto significativo sobre el rendimiento del producto liquido ni sus interacciones con las otras dos variables es estadísticamente significativa.
El rendimiento del combustible liquido, mostró dependencia lineal respecto al tamaño de partícula y cuadrática respecto a la temperatura.
Las características fisicoquímicas del producto líquido obtenido fueron similares a las del diésel comercial en cuanto a densidad, viscosidad, índice de cetanos, y punto de inflamación. Sin embargo, el contenido de azufre fue muy superior al permitido, debido al alto contenido inicial del mismo en los neumáticos.
El sólido carbonoso obtenido como subproducto presentó características atractivas como material combustible, a partir de su análisis próximo similar al de la antracita, su elevado poder calorífico muy superior al de la madera, y un bajo contenido de humedad, lo que hace meritorio una análisis posterior para su uso en calderas

